
Computer Numerical Manage (CNC) Operators are responsible for any CNC machine crash when they are in operation. Crashes come about frequently on the shop floor and are often catastrophic and pricey. Accidents are normally due to the lack of skilled CNC Operators or well-educated CNC Operators inside the manufacturing market.
Crashes are often due to the following errors brought on by the CNC Operators:
– Lack understanding of CNC motion in use
– Lack understanding of Spindle travel reference
– Lack understanding of CNC coordinates
– Lack understanding of Zero position
– Lack understanding of CNC axes travel limits
Right here are few ideas to help you to promptly verify just before running any CNC to manufacture a component.
– As a CNC Operator, you are accountable for the outcome after finishing the course of action in the manufacturing of a distinct aspect from the portion print to the CNC program and lastly the CNC motion. These methods ought to be accurately checked and rechecked to prevent any error slipping through.
– All CNC machines are designed for various applications such as turning, milling, grinding and drilling. But all CNC machines have two or far more directions of movement or axis, this signifies the additional axis the machine has the far more complex the CNC machine, hence a three-axis milling machine is considered to be significantly less complicated than a five-axis milling machine.
– A CNC Operator is accountable for placing the component onto the table and creating certain the setting of XYZ axes to the datum are recorded and stored into function offset registry (i.e G54 TO G59 in Haas machines) this will enable the aspect to be manufactured to be situated at any point within the table by very simple setting the x and y worth to zero than machine zero (i.e G28 or G29 in Haas machine).
– A CNC Operator have to fully grasp that even even though the table moves when the component is becoming manufactured the motion of the machine is always measured from the spindle view not from the table view. Hence we have to generally refer to the spindle center point place when taking measurement.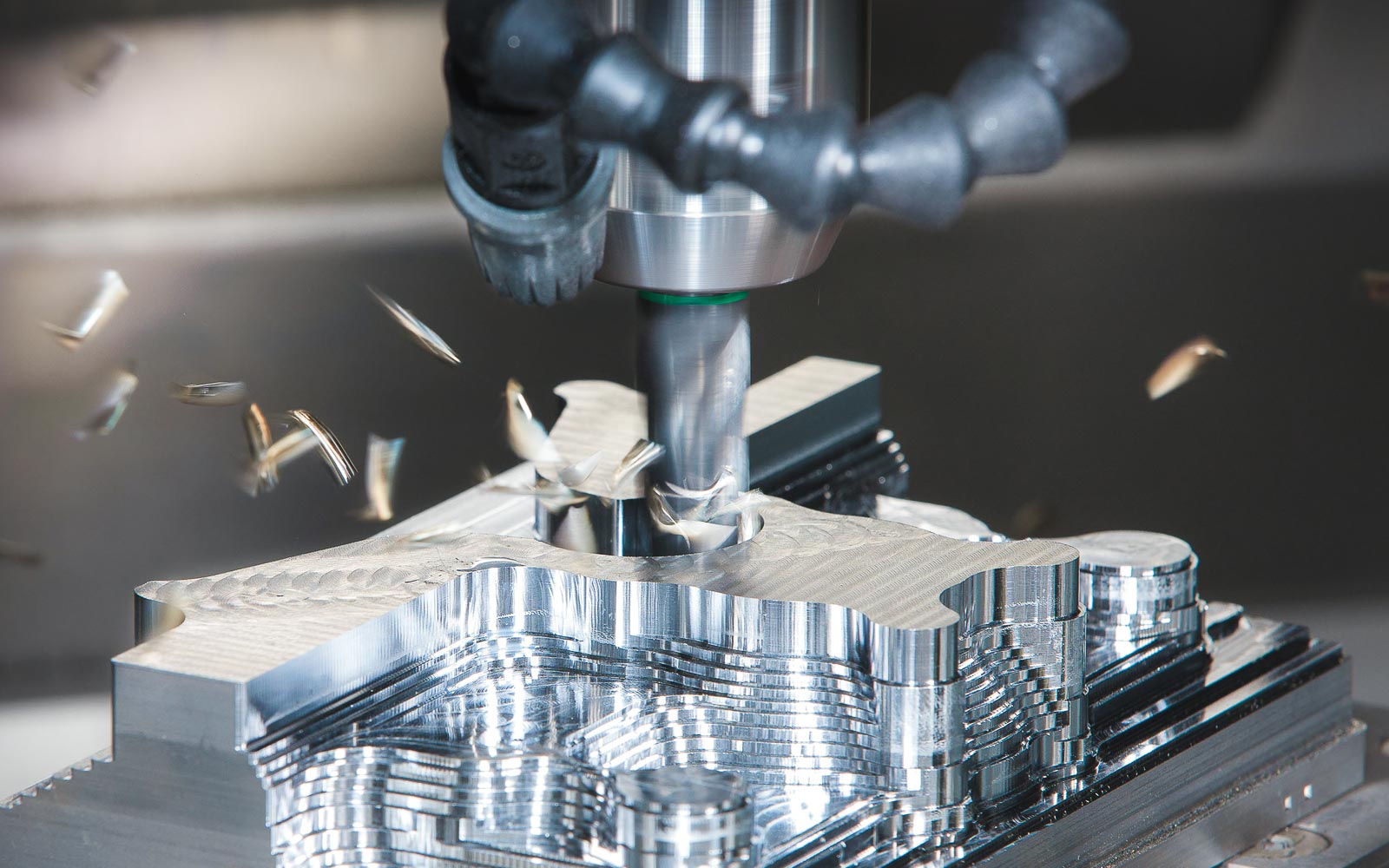
– A CNC Operator must not confuse involving the two coordinates systems i. e the machine coordinates systems and the work coordinates systems. The machine coordinates program is set by the manufacturer of that specific machine and cannot be changed and is inside the machine itself. It is hence the reference coordinate program from which all else is referenced. The location of XYZ machine origin within the machine may well be diverse based on the machines producers. Hence it is advised to check the machine manufacturer’s catalog for precise directions.
– Zero position, this command zero all axis i. e homing the machine, this command returns all axis to their limited position. The order of the axis movement is set by the machine producers. It should be noted that every single machine has different methods to be Property. Once again you will have to refer to the machines manual guide provided by the manufacturer of that machine.
CNC Rotary Table Manufacturer or Programmer need to know the total limits that every single machine axis is permitted to move, in general this depends on the manufacturer of the machine. However, a skilled CNC Operator or Programmer can quickly determine these parameters as they choose the fate of the manufacturing course of action.